- Xử lý nhiệt lò xo làm bằng thép đa năng, được làm cứng bằng cách biến dạng dẻo nguội, sau đó là tôi luyện
- Xử lý nhiệt lò xo làm bằng thép đa năng, tôi cứng và tôi luyện
- Công nghệ xử lý nhiệt mùa xuân
- Xử lý cơ nhiệt lò xo và lò xo
- Video liên quan
Sự phong phú của các loại lò xo sử dụng trong công nghệ tiên tiến tân tiến là rất lớn. Theo thực chất của việc làm, chúng được phân biệt :lò xo làm việc ở trạng thái nén, căng, xoắn;
Bạn đang đọc: Cách làm lò xo đàn hồi
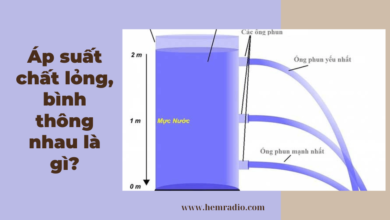
lò xo đặc biệt quan trọng chịu tải trọng tổng hợp, đa phần là uốn .Theo hình dạng của chúng, lò xo được chia thành dạng vít, xoắn ốc, hình đĩa, v.v.Các loại lò xo khác nhau hoàn toàn có thể hoạt động giải trí dưới ứng dụng tải tĩnh ( ví dụ, nén vĩnh viễn ), dưới tải động ( lò xo đệm ) trong nhiều tải động với số lượng lớn các chu kỳ luân hồi tải có tần số khác nhau ( lò xo van động cơ ) .Đặc tính hoạt động giải trí chính của lò xo là độ cứng của chúng, tức là năng lực biến dạng đến một size nhất định dưới tải trọng nhất định. Kích thước và tính đồng nhất của hiệu suất, cũng như không có hiện tượng kỳ lạ đứt gãy và biến hóa size ( lún, giãn ) đặc trưng cho chất lượng của lò xo .
Lúa gạo. 1. Các loại lò xo:
a – lò xo nén hình trụ; b – lò xo nén hình nón làm bằng dây tròn;
c – lò xo nén dạng ống lồng làm bằng phôi hình chữ nhật; g – lò xo căng hình trụ;
d – lò xo xoắn; e – lò xo xoắn phẳng; g – một gói lò xo Belleville;
h – lò xo uốn tấm; và – lá mùa xuân.
Lò xo cuộn được sử dụng thoáng đãng nhất trong công nghệ tiên tiến. Lò xo cuộn lớn được làm từ thanh có đường kính trên 12 mm, loại trung bình – từ dây hoặc thanh có đường kính 1,512 mm. Lò xo nhỏ được làm từ dây có đường kính 0,2 – 1,5 mm .Trong hầu hết các lò xo, vật tư là xoắn, do đó mô đun cắt của vật tư được sử dụng để giám sát lò xo. Kiểm tra độ bền kéo được sử dụng để nhìn nhận chất lượng của vật tư làm lò xo .Tại sự lựa chọn đúng đắn kích cỡ tiêu chuẩn của lò xo và lò xo tương thích với size và đặc thù của tải trọng quản lý và vận hành, các yếu tố sau ảnh hưởng tác động đến độ bền và độ an toàn và đáng tin cậy của chúng :Thành phần hóa học và trạng thái cấu trúc của thép sau khi nhiệt luyện, cũng như sự biến hóa của nó trong quy trình gia tải .Chất lượng luyện kim của thép ( hàm lượng tạp chất phi kim loại, không như nhau về thành phần và cấu trúc ) .Chất lượng của mặt phẳng cuộn ( tấm, dải, dải, dây ). Sự hiện hữu của các khuyết tật mặt phẳng hoạt động giải trí như bộ tập trung chuyên sâu ứng suất trong lò xo và lò xo thành phẩm .Sự hiện hữu và độ sâu của lớp khử cặn .Trạng thái ứng suất, được xác lập bởi thực chất của sự phân bổ và độ lớn của ứng suất dư bên trong .Thép lò xo và thép lò xo là một nhóm đặc biệt quan trọng thép cấu trúc với một tập hợp các đặc thù đặc trưng, trong đó quan trọng nhất là năng lực chống các biến dạng dẻo nhỏ. Nó được đặc trưng bởi số lượng giới hạn đàn hồi có điều kiện kèm theo tương ứng với sự Open của biến dạng vĩnh viễn là 10-3-10 – 4 %. Giá trị của số lượng giới hạn đàn hồi xác lập các ứng suất số lượng giới hạn không được vượt quá trong các thành phần đàn hồi trong quy trình quản lý và vận hành. Ngoài ra, các nhu yếu được đặt ra so với vật tư của lò xo và lò xo :năng lực chống thư giãn giải trí cao ;sự hiện hữu của 1 số ít độ dẻo dai và sức mạnh tối thiểu ;số lượng giới hạn căng thẳng mệt mỏi cao ;tính dẻo công nghệ tiên tiến trong quy trình biến dạng dẻo nóng và nguội .Theo mục tiêu của chúng, thép lò xo lò xo được phân loại thành :thép đa năng được sử dụng làm vật tư cấu trúc cho các điều kiện kèm theo khí quyển thông thường ;thép chuyên được dùng để sản xuất các thành phần đàn hồi hoạt động giải trí trong các điều kiện kèm theo đặc biệt quan trọng ( chống ăn mòn và chịu nhiệt ) .Các giải pháp làm cứng thép lò xo chính là :biến dạng dẻo nguội tiếp theo là gia nhiệt ở nhiệt độ thấp ( giải quyết và xử lý làm cứng – ủ ) ;làm nguội mactenxit tiếp theo là tôi luyện ;dập tắt cho một dung dịch rắn quá bão hòa sau đó là quy trình lão hóa ;giải quyết và xử lý cơ nhiệt ;
Xử lý nhiệt lò xo làm bằng thép đa năng, được làm cứng bằng cách biến dạng dẻo nguội, sau đó là tôi luyện
Ưu điểm của lò xo như vậy là đơn thuần và hiệu suất cao về ngân sách. Quy trình công nghệ tiên tiến sản xuất của chúng, cùng với một loạt các đặc tính, bảo vệ hoạt động giải trí vĩnh viễn đáng đáng tin cậy. Việc không làm cứng hoàn toàn có thể đạt được độ đúng chuẩn cao về thông số kỹ thuật và size của lò xo mà phần nhiều không có hiện tượng kỳ lạ khử cacbon và oxy hóa mặt phẳng, điều này làm giảm mạnh độ bền mỏi .Để sản xuất lò xo, họ sử dụng dây hoặc băng được giải quyết và xử lý nhiệt đến một mức độ bền nhất định hoặc biến dạng nguội, được giải quyết và xử lý nhiệt trước ( thường được cấp văn bằng bản quyền trí tuệ ). Do độ dẻo thấp của thép được giải quyết và xử lý để có độ bền cao, lò xo có thông số kỹ thuật đơn thuần được làm từ chúng .Dây hoặc băng lò xo tôi cứng và tôi luyện được làm bằng carbon ( 68A, U7A – U12A ) và thép hợp kim ( 65GA, 68GA, 50HFA, 60S2 A, 70S2 XA ). Theo mức độ bền, băng được phân phối trong ba nhóm : 1P, 2P và 3P. Với sự ngày càng tăng số lượng nhóm, mức độ bền cao hơn, nhưng độ bền của băng, được xác lập bởi số lần uốn cong biến hóa, thấp hơn .Lò xo làm bằng băng đã qua giải quyết và xử lý nhiệt được tôi luyện ở 240250 ° C trong 1 giờ để giảm ứng suất bên trong và sự phân hủy bổ trợ của austenite được giữ lại. Quá trình nung nóng được thực thi trong lò điện trong môi trường tự nhiên không khí để một lớp màng oxit mỏng dính ( tạo màu ) được hình thành dọc theo các mặt phẳng cắt trong quy trình cắt, điều này giúp cải tổ phần nào năng lực chống ăn mòn của lò xo .Trong hầu hết các trường hợp, vật tư để sản xuất lò xo là dây hoặc dải thu được bằng cách biến dạng dẻo nguội ( kéo, cán ) của các khoảng trống có cấu trúc khởi đầu được sẵn sàng chuẩn bị trước. Xử lý nhiệt sơ bộ chính là cấp văn bằng bản quyền trí tuệ. Cấu trúc tạo ra của ngọc trai mỏng dính được cho phép biến dạng nguội với mức độ giảm cao. Thép được làm cứng đáng kể, vẫn giữ được độ dẻo và độ dai đủ để cuộn lò xo ở trạng thái nguội .Tăng cường trong quy trình biến dạng làm cứng nhờ vào cả vào thành phần của thép và cấu trúc của nó, và vào mức độ biến dạng. Đặc tính lò xo cao đạt được sau khi biến dạng với vận tốc nén cao và do đó hoàn toàn có thể thu được trên dây và băng có mặt cắt nhỏ ( có đường kính hoặc độ dày lên đến 68 mm ) .Dây có độ bền cao nhất được làm bằng thép U7A, U8A, U9A ; dây tăng cường mức độ bền – từ thép 65G. Hàm lượng carbon trong thép càng cao thì độ bền sau khi được cấp bằng bản quyền sáng tạo và biến dạng nguội sau đó càng cao .Quy trình công nghệ tiên tiến sản xuất lò xo vừa và nhỏ gồm có các quy trình : cuộn nguội, nắn thẳng, cắt đứt vòng thừa, mài và mài các đầu, nhiệt luyện, nén đến khi chạm cuộn, thử lò xo và kiểm tra kích cỡ, vận dụng chống – lớp phủ ăn mòn và kiểm tra chất lượng của chúng, cũng như trấn áp lần cuối .Xử lý nhiệt của lò xo gồm có việc giải phóng chúng. Kết quả của quy trình tôi luyện, số lượng giới hạn đàn hồi, độ bền giãn, độ bền mỏi tăng lên, ứng suất dư và biến dạng dư của lò xo khi chịu tải giảm, hình dạng của lò xo và đặc tính hiệu suất của chúng được không thay đổi .Phương thức giải phóng của lò xo sau khi cuộn dây rất khác nhau. Do thực tiễn là quy trình ủ được kích hoạt bằng nhiệt, nhiệt độ thấp hơn sẽ tương ứng với thời hạn tiếp xúc lâu hơn. Thông thường, quy trình ủ được thực thi ở nhiệt độ 175250 ° С .Để ủ, các lò tắm với dầu nóng hoặc muối nóng chảy được sử dụng. Nhược điểm của muối nóng chảy là hình thành lớp muối bao quanh lượt, cần phải rửa kỹ, ví dụ, trong dung dịch soda nóng để vô hiệu nó. Cũng hoàn toàn có thể thực thi ủ trong lò điện có gắn sẵn quạt để lưu thông can đảm và mạnh mẽ khí quyển, bảo vệ điện tích được sưởi ấm đồng đều ở nhiệt độ thấp .Trong những năm gần đây, cùng với việc cấp văn bằng bản quyền trí tuệ, thông thường hóa, dập tắt đẳng nhiệt cho bainite thấp hơn, và tôi luyện điện vận tốc cao ngày càng được sử dụng nhiều hơn để chuẩn bị sẵn sàng cấu trúc bắt đầu .
Xử lý nhiệt lò xo làm bằng thép đa năng, tôi cứng và tôi luyện
Để sản xuất lò xo, được làm cứng bằng cách làm nguội tiếp theo với tôi, sử dụng dây hoặc dải đã được ủ nguội đã được nung biến dạng, các thanh hoặc dây thép được cán nóng hoặc cán nguội. Ở trạng thái bắt đầu, các bán thành phẩm này không có đặc thù là độ bền cao, nhưng chúng có độ dẻo tăng lên, do đó hoàn toàn có thể sản xuất lò xo có thông số kỹ thuật phức tạp. Lò xo lớn được triển khai bằng cách sử dụng biến dạng nóng .Quy trình công nghệ tiên tiến sản xuất lò xo bằng giải pháp biến dạng nóng thường gồm có các việc làm sau : cắt bỏ phôi, kéo hoặc cán đầu phôi ở trạng thái nóng ( 950 – 1150 ° C ), quấn hoặc dập ở trạng thái nóng ( 800 – 1000 ° C ), cắt bỏ các đầu, mài và mài các đầu của lò xo ( nếu cần ), giải quyết và xử lý nhiệt, phun cát thủy lực ( nhiều lúc làm cứng bằng bắn ), thử lò xo và kiểm tra kích cỡ .Loại giải quyết và xử lý nhiệt chính của lò xo là làm cứng và tôi luyện. Làm nguội cần bảo vệ rằng mactenxit thu được trong cấu trúc không có vùng troostit và với một lượng tối thiểu Austenit được giữ lại. Austenit giữ lại có số lượng giới hạn đàn hồi thấp hơn, và năng lực biến hóa của nó thành mactenxit gây ra giảm năng lực chống giãn và có xu thế chậm đứt gãy. Về yếu tố này, nên thực thi giải quyết và xử lý lạnh sau khi dập tắt .Để giảm xu thế đứt gãy giòn và nhiệt độ chuyển tiếp dai-giòn, cần phải nỗ lực thu được Austenit hạt mịn trong quy trình gia nhiệt để làm nguội và giảm mức độ ứng suất bên trong trong quy trình dập tắt .Để ngăn ngừa quy trình oxy hóa mặt phẳng và khử cặn bẩn, việc gia nhiệt lò xo, đặc biệt quan trọng là loại có độ dày nhỏ, nên được thực thi trong thiên nhiên và môi trường bảo vệ hoặc chân không. Sưởi ấm trong bể muối mang lại mặt phẳng thật sạch, nhưng hoàn toàn có thể gây hư hỏng mặt phẳng làm giảm độ bền mỏi, điều này không hề gật đầu được so với các lò xo quan trọng .Các gia tài sau cuối được xác lập bởi các lao lý của kỳ nghỉ. Các chính sách ủ nên được lựa chọn có tính đến mục tiêu và điều kiện kèm theo tải của các thành phần đàn hồi khi quản lý và vận hành. Đối với hầu hết các lò xo, quy trình tôi luyện được thực thi ở nhiệt độ cung ứng các giá trị cao của số lượng giới hạn đàn hồi : thép cacbon – 200 – 250 ° С ; kim loại tổng hợp – 300 – 350 ° С .Để tránh những đổi khác không mong ước trong cấu trúc ( sự đông tụ của cacbua, v.v. ), chính sách ủ nên được lao lý ngặt nghèo về nhiệt độ trong thời hạn .Đối với lò xo hoạt động giải trí dưới tải trọng động, đặc biệt quan trọng nguy hại khi xảy ra đứt gãy giòn bất thần hoặc chậm, thì mức độ dẻo và năng lực chống đứt giòn cũng có tầm quan trọng quyết định hành động so với việc lựa chọn chính sách tôi luyện. Về yếu tố này, nhiệt độ ủ tăng lên trên tương ứng với số lượng giới hạn đàn hồi cao nhất .Giới hạn đàn hồi, độ dẻo dai và độ bền mỏi cao hơn đạt được trong quy trình tôi cứng đẳng nhiệt thép lò xo để có được cấu trúc bainite thấp hơn, điều này được lý giải bởi một cấu trúc con khác, trong đó không có mactenxit link. Và việc tôi luyện bổ trợ các loại thép này ở nhiệt độ gần với nhiệt độ hình thành của bainite thấp hơn càng làm tăng đặc thù lò xo của thép. Quá trình này được gọi là quy trình dập tắt đẳng nhiệt kép. Cần chú ý quan tâm rằng sự hiện hữu của bainite trên là không hề gật đầu được, vì nó làm suy yếu hàng loạt khoanh vùng phạm vi thuộc tính .Khi làm cứng và tôi luyện lò xo phải đưa ra các giải pháp làm giảm sự biến dạng của chúng. Việc duỗi thẳng tiếp theo của các thành phần đàn hồi là không mong ước, vì nó gây ra sự Open của ứng suất dư và sự suy giảm đặc thù .Các giải pháp giảm biến dạng được tăng trưởng cho các loại và kích cỡ đơn cử của lò xo. Khi bạn hoàn toàn có thể sử dụng các kỹ thuật như đặt lò xo đồng đều trong lò ; thiết bị cố định và thắt chặt hình dạng và kích cỡ của lò xo trong quy trình gia nhiệt và làm mát ( Hình 2 ) ; ủ trên trục gá. Biện pháp khắc phục hiệu suất cao biến dạng được giảm bớt bằng cách làm cứng đẳng nhiệt .
Lúa gạo. 2. Máy làm cứng lò xo nén:
1 – lò xo ; 2 – trục gáChế độ giải quyết và xử lý nhiệt và đặc thù cơ học ( tối thiểu ) thép lò xo mục tiêu chung .lớp thépĐiểm quan trọng, ° СChế độ làm nguội và ủTính chất cơ họcAc1Ac3Tzak, ° Сphương tiện dập tắtTamp, ° Сσ trong, MPaσ 0,2, MPaδ, %ψ, %65727782840bơ4708001000103585730-820bơ47010001150830U10A730-770-810bơ300-420—-65G–830bơ470800100083055S2775840870bơ4701200130063060C2750820870bơ4701200130062550HG750775850bơ4701200130073550HGR750790850bơ4701200130073550HFA–850bơ4701100130083560S2N2A–870bơ4701350150083070S3A–850bơ47015001700625
Công nghệ xử lý nhiệt mùa xuân
Theo phong cách thiết kế và điều kiện kèm theo quản lý và vận hành, lò xo của các thiết bị luân chuyển đại diện thay mặt cho một nhóm các thành phần đàn hồi riêng không liên quan gì đến nhau. Lò xo lá phải có năng lực chịu tải trọng tĩnh và tuần hoàn cao, chống mỏi, lún và mài mòn. Uốn theo chu kỳ luân hồi là loại tải hầu hết .
Dữ liệu thực nghiệm cho thấy rằng Thành phần hóa học thép lò xo (ngoại trừ hàm lượng cacbon) có ảnh hưởng nhẹ (trong vòng 10-15%) đến các đặc tính của độ bền chu kỳ. Mục đích chính của hợp kim thép lò xo là để đảm bảo độ cứng hoàn toàn của các tấm lò xo. Trong trường hợp này, các nguyên tố hợp kim rẻ và không khan hiếm được sử dụng để làm tăng độ cứng của thép.
Để sản xuất lò xo, GOST 1495979 cung ứng 25 loại thép. Trong sản xuất lò xo xe hơi, họ hầu hết sử dụng thép 60S2 ( 55S2 ), 60K hGS, 50K hG ( 50K hGA ) và ở mức độ thấp hơn ( so với lò xo xe hơi du lịch ) thép 50K hGFA và 50K hFA. Một số khu công trình đã cho thấy triển vọng của thép 55K hGR chứa 0,0010,003 % V .Các đặc thù công nghệ tiên tiến chính của thép lò xo là khuynh hướng quá nhiệt và khử cặn .Quy trình công nghệ tiên tiến sản xuất lò xo lá đang được vận dụng tại hầu hết các nhà máy sản xuất gồm có chặt các dải cán nóng thành các ô trống đã được thống kê giám sát, các quy trình triển khai xong ( vắt kiệt nút cố định và thắt chặt, đột lỗ để siết bu lông, uốn đầu, uốn tai ), gia nhiệt giải quyết và xử lý, trong đó các dải được uốn cong, bắn pening ( hai mặt hoặc tối thiểu là từ mặt lõm ), dự thảo và trấn áp. Các hoạt động giải trí triển khai xong ( làm trống ) được triển khai với việc gia nhiệt cục bộ từng phần riêng không liên quan gì đến nhau của tấm lò xo trong các thiết bị gia nhiệt khí có rãnh hoặc bằng cảm ứng .Sơ đồ dòng chảy của dây chuyền sản xuất giải quyết và xử lý nhiệt trọn vẹn của lá lò xo được bộc lộ trong Hình. 3 .
Lúa gạo. 3. Sơ đồ công nghệ của dây chuyền nhiệt luyện lá vông:
1 – lò băng tải để gia nhiệt để làm cứng; 2 – băng tải lò nung cứng;
3 – trống làm cứng hibo; 4 – băng tải của bể dập tắt;
5 – lò tôi luyện; 6 – băng tải của lò tôi luyện; 7 – két nước; 8 – thùng dầu
Để sưởi ấm cho quy trình làm cứng, lò nung khí hoặc dầu, cũng như lò điện được sử dụng. Để tăng hiệu suất của dây chuyền sản xuất, gia nhiệt cưỡng bức được sử dụng, điều này tạo ra sự chênh lệch nhiệt độ đáng kể giữa lò nung và sắt kẽm kim loại được nung nóng .Có tính đến các số lượng giới hạn nhiệt độ gia nhiệt được cho phép với độ chính xác thực tế hoàn toàn có thể của việc duy trì nhiệt độ trong lò và vận tốc băng tải đi qua lò, nhiệt độ lò được duy trì trong khoanh vùng phạm vi 9801000 ° С so với các tấm làm bằng thép 60S2 và trong khoảng chừng 880900 ° С so với thép 50K hG. Trong trường hợp này, thời hạn làm nóng tấm có độ dày 610 mm để làm cứng được chọn trong khoảng chừng 1025 phút .Các tấm đã được nung nóng được đặt trong một con tem làm cứng hibo được lắp trên một trống nhiều vị trí ( 812 vị trí ). Con tem được đóng lại và do đó tờ này linh động ; trống quay, nhúng tấm vào dầu làm nguội. Để ngăn ngừa sự biến dạng của tấm, thời hạn làm mát của chúng trong khuôn phải là 4060 s. Từ khuôn làm cứng, các tấm được chuyển đến một băng tải để chuyển dời chúng từ thùng dầu đến lò tôi .Việc giải phóng các tấm được thực thi trong lò băng tải điện với các tấm được đặt trên một cạnh vuông góc với hướng hoạt động của băng tải. Nhiệt độ tôi luyện cho thép 60S2 và 60K hG tương ứng với 450480 ° C. Có tính đến tỷ lệ cao của các tấm xếp chồng trên băng tải và chênh lệch nhiệt độ giữa khu vực của cặp nhiệt điện và sắt kẽm kim loại, nhiệt độ trong lò được duy trì trên nhiệt độ đặt trước của sắt kẽm kim loại từ 100150 ° C ; thời hạn của kỳ nghỉ là 4550 phút. Sau khi tôi luyện, các tấm được làm nguội trong nước ( trong thiết bị vòi sen ), điều này giúp tăng cường quy trình công nghệ tiên tiến và cũng giúp vô hiệu xu thế tôi luyện độ giòn của loại thứ hai .Các tấm được làm nguội và tôi luyện hai lần. Quá trình làm cứng tiên phong ( sơ bộ qua ) được triển khai để tăng cường lõi của tấm và sẵn sàng chuẩn bị cấu trúc khởi đầu để trong quy trình làm cứng ( mặt phẳng ) thứ hai bằng cách sử dụng gia nhiệt cảm ứng vận tốc cao, các từ cứng mặt phẳng đạt được độ sâu 0,15 – 0,2 của độ dày của tấm với Austenit hạt rất mịn ( 14-15 điểm theo GOST 5639 – 82 ). Với việc gia nhiệt mặt phẳng để làm cứng lần thứ hai, lõi của tấm được tôi luyện đến độ cứng HRC 3840 .Sự hiện hữu của một hạt mịn phối hợp với ứng suất nén dư cao trong lớp cứng mặt phẳng có độ cứng HRC 58-59 và sự làm cứng của lõi so với độ cứng HRC 38-40 mang lại năng lực chống chịu cao của tấm so với tải trọng tĩnh và tải trọng chu kỳ luân hồi .Trong dây chuyền sản xuất giải quyết và xử lý nhiệt tự động hóa theo chiêu thức mới, các tấm lò xo dày 18 mm làm bằng thép 60S2 được vận động và di chuyển qua các cuộn cảm và dàn phun nằm tiếp nối đuôi nhau. Dây chuyền này cũng được sử dụng để đùn các nút định tâm và uốn các tấm .Việc sử dụng giải pháp mới giúp tăng độ bền của lò xo, giảm tiêu tốn sắt kẽm kim loại và tự động hóa trọn vẹn quy trình giải quyết và xử lý nhiệt .
Xử lý cơ nhiệt lò xo và lò xo
Với xử lý cơ nhiệt nhiệt độ cao(HTMO) của thép lò xo, nhiệt độ Austenitizing được lấy cao hơn AC3 100150 ° C, mức độ biến dạng là 2560% với mức giảm đồng thời và lên đến 70% với biến dạng phân đoạn. Các chế độ tối ưu của HTMO được chọn theo kinh nghiệm cho từng sản phẩm. Kết quả của HTMT, đạt được sự gia tăng độ bền tĩnh và mỏi (bao gồm cả chu kỳ thấp), khả năng chống đứt gãy, độ dẻo và độ dai va đập; giảm nhiệt độ của ngưỡng độ giòn nguội, loại bỏ độ giòn do nhiệt độ có thể đảo ngược và giảm hiện tượng lún hydro khi áp dụng các lớp phủ chống ăn mòn điện.
Sự ngày càng tăng phức tạp của các đặc tính trong quy trình HTMT đã được thiết lập cho nhiều loại thép lò xo với các mức độ kim loại tổng hợp khác nhau : silicon ( 55S2, 60S2 ), crom-mangan ( 50K hGA ), thép cấp 50K hFA, 45K hN2MFA, v.v. vanadi, molypden, zirconi, niobi, v.v. ( các loại thép 50K hMF, 50K h5SMZF, v.v. ) .Với HTMT, hoàn toàn có thể sử dụng các sơ đồ biến dạng khác nhau ( cán, kéo, đùn, dập ), nhưng do tính dị hướng của quy trình cứng, điều thiết yếu là hướng đạt được cường độ tối đa trùng với hướng hoạt động giải trí của ứng suất tối đa trong quy trình quản lý và vận hành, tức là, sơ đồ của các ứng suất chính trong quy trình HTMT và trong quy trình quản lý và vận hành phải gần nhau .Một lợi thế quan trọng của HTMO, lan rộng ra khoanh vùng phạm vi ứng dụng của nó, là tính thừa kế của cấu trúc con được tạo ra bởi giải pháp giải quyết và xử lý này, ngay cả sau khi làm cứng lại .Một giải pháp gia công thép lò xo đầy hứa hẹn là làm cứng thêm bằng cách biến dạng dẻo nguội, được thực thi sau HTMT .Kết quả là nghỉ cuối cùngở 250 ° C, các đặc tính độ bền của thép được giữ lại và độ dẻo của nó tăng lên .
Xử lý cơ nhiệt nhiệt độ thấp(HTMO) cho phép có được một bộ đặc tính lò xo cao trên thép cacbon (U7A) và thép hợp kim (70S2KhA, v.v.), có liên quan đến sự kế thừa cấu trúc lệch của austenit bị biến dạng bởi mactenxit và với sự phát triển của biến đổi bainitic trong quá trình biến dạng dẻo. Giới hạn đàn hồi tăng mạnh nhất sau LHMT. Theo quy luật, hiệu quả làm cứng với HTMT cao hơn so với HTMT. Dưới góc độ thực tiễn triển khai, xây dựng NTM là một quá trình phức tạp hơn.
Các đặc thù của thép sau LHMT, đặc biệt quan trọng là số lượng giới hạn đàn hồi và năng lực chống giãn, hoàn toàn có thể tăng lên nhiều hơn nữa khi biến dạng dẻo nguội với mức giảm 10 % và lão hóa .Độ không thay đổi của cấu trúc phụ và độ không thay đổi của quy trình cứng khi nung thép sau LHMT thấp hơn đáng kể so với sau HHMT. Sự cứng lại gần như vô hiệu trọn vẹn công dụng của HTMT .Nhược điểm của HTMT là tăng độ cứng thường đi kèm với giảm độ dẻo, tăng độ nhạy với bộ tập trung chuyên sâu ứng suất .
Tìm kiếm lò xo và đặt hàng trực tuyến .Vanel sản xuất lò xo nén từ thép crom-silicon để có độ bền mỏi tốt nhất và thông số đàn hồi cao nhất .Lò xo mạ kẽm
Lò xo mạ kẽm có sẵn từ kho.
Điều quan trọng cần lưu ý là chúng có cùng thông số với lò xo thép. Những lò xo này chống ăn mòn tốt hơn và ít tốn kém hơn so với thép không gỉ.
Thông số lò xo nén
Thông số vật lý
Thông thường, câu hỏi làm thế nào để tự tạo một lò xo, sử dụng các công cụ có sẵn cho việc này, không phát sinh. Tuy nhiên, có những trường hợp khi lò xo có đường kính nhu yếu không ở trong tầm tay. Trong những trường hợp như vậy, cần phải tạo ra yếu tố này bằng chính bàn tay của bạn .Tất nhiên, lò xo cho các cơ cấu tổ chức quan trọng hoạt động giải trí ở chính sách sâu xa tốt nhất nên được sản xuất trong thiên nhiên và môi trường sản xuất, nơi hoàn toàn có thể không chỉ chọn đúng mà còn phải tuân thủ toàn bộ các thông số kỹ thuật của tiến trình công nghệ tiên tiến. Nếu bạn cần một lò xo không tiêu chuẩn để sử dụng trong một chính sách hoạt động giải trí ở chính sách nhẹ nhàng, thì bạn hoàn toàn có thể tự làm ở nhà .Những gì được nhu yếuĐể tạo lò xo bằng tay của chính bạn, hãy sẵn sàng chuẩn bị các vật tư và thiết bị sau :
Dây, nếu đường kính của nó không vượt quá 2 mm, thì không cần phải giải quyết và xử lý nhiệt sơ bộ, vì nó rất dễ uốn cong nếu không có nó. Trước khi quấn dây như vậy trên một trục có đường kính nhu yếu, nó phải được thẳng hàng và chỉnh sửa cẩn trọng dọc theo hàng loạt chiều dài của cuộn dây .Khi chọn đường kính của trục gá, bạn nên tính đến size của lò xo mà bạn sẽ làm ở nhà. Để bù cho biến dạng đàn hồi của dây, đường kính của trục gá được chọn nhỏ hơn một chút ít so với kích cỡ nhu yếu của mặt phẳng cắt bên trong của mẫu sản phẩm tương lai .
Trong trường hợp đường kính của dây mà bạn định làm lò xo bằng tay của mình lớn hơn 2 mm, thì thứ nhất nó phải được ủ, vì nếu không có tiến trình như vậy, sẽ rất khó để chỉnh sửa và cuộn dây vào trục gá .Hướng dẫn từng bướcĐiều tiên phong cần làm nếu bạn định làm một chiếc lò xo bằng tay của chính mình là chọn vật liệu cho một loại sản phẩm như vậy. Vật liệu tối ưu trong trường hợp này là một lò xo khác ( điều chính là đường kính của dây mà từ đó nó được tạo ra tương ứng với tiết diện của các cuộn dây của lò xo mà bạn cần làm ) .
Việc ủ dây cho lò xo, như đã đề cập ở trên, sẽ cho phép bạn làm cho nó dẻo hơn, và bạn hoàn toàn có thể thuận tiện chỉnh sửa và quấn dây trên trục gá. Để thực thi tiến trình này, cách tốt nhất là sử dụng lò nướng đặc biệt quan trọng, nhưng nếu bạn không có theo ý của mình, thì bạn hoàn toàn có thể sử dụng bất kể thiết bị nào khác được nấu chảy bằng gỗ .Trong một lò như vậy, cần đốt củi bạch dương và khi chúng cháy thành than, hãy đặt một lò xo vào đó, dây mà bạn sẽ sử dụng. Sau khi lò xo nóng đỏ, than phải được chuyển sang một bên và mẫu sản phẩm được nung nóng phải được để nguội cùng với lò. Sau khi nguội, dây sẽ trở nên dẻo hơn rất nhiều, và bạn hoàn toàn có thể thuận tiện thiết kế tại nhà .Dây đã trở nên mềm nên được cân đối cẩn trọng và quấn trên một trục có đường kính nhu yếu. Khi thực thi tiến trình này, điều quan trọng là bảo vệ rằng các ngã rẽ nằm gần nhau. Nếu bạn chưa từng làm cuộn dây lò xo trước đây, bạn hoàn toàn có thể xem trước video hướng dẫn, rất dễ tìm thấy trên Internet .
Bước 4
Để thanh xuân của bạn có được sức bật cần thiết, nó phải được chăm chút. Như là xử lý nhiệt như cứng sẽ làm cho vật liệu cứng hơn và bền hơn. Để làm cứng, lò xo thành phẩm phải được nung nóng đến nhiệt độ 830870 °, có thể sử dụng lò đốt khí. Bạn có thể được hướng dẫn bởi thực tế là màu sắc của suối nước nóng đã đạt đến nhiệt độ đông cứng cần thiết: nó sẽ chuyển sang màu đỏ nhạt. Để xác định chính xác một màu như vậy, hãy tham khảo video. Sau khi gia nhiệt đến nhiệt độ cần thiết, lò xo phải được làm mát trong dầu biến áp hoặc trục chính.
Sau khi cứng, lò xo phải được giữ ở trạng thái nén trong 2040 giờ, sau đó mài các đầu của nó để tạo ra mẫu sản phẩm có size nhu yếu .Sau khi triển khai xong tổng thể các thủ tục trên, lò xo mà bạn làm bằng tay của chính mình hoàn toàn có thể được sử dụng cho mục tiêu của nó .
Source: https://hemradio.com
Category : Mẹo hay cuộc sống
Cấp báo đển quý bạn đọc. Hiện nay, Hẻm cũng đang cũng đang rất cần chút chi phí để duy trì website này, để duy trì kho sách nói quý báu miễn phí cho mọi người, nhất là các bạn trẻ, học sinh, sinh viên. vẫn nghe mỗi ngày.
- - - - - - - - - -
Nhưng quý bạn cũng biết đấy, chúng tôi còn không muốn có không gian quảng cáo nhỏ nào (trừ khi quá bế tắc), mà chủ yếu nương nhờ vào sự hào phóng của những cá nhân như bạn để trả tiền cho các dự án máy chủ, nhân viên và bảo quản dữ liệu, những cuộc tấn công mạng mỗi ngày. Những tặng phí của quý bạn dù nhỏ hay lớn đều cực kỳ ý nghĩa với anh em chúng tôi, thực sự rất lớn, rất có ý nghĩa.
Xem chi tiết dòng tâm sự từ Admin Hẻm Radio, và những kêu gọi khẩn thiết để duy trì website, và Donate tại đây.